Explore our elite range of CE MDR & MDSAP-certified clinical implants and specialized thermal-assist interventional instruments.
In modern clinical medicine, the synergy between thermal therapy systems and structural implants has emerged as a revolutionary frontier for orthopedic and oncology treatments. Thermal therapy devices—ranging from targeted radiofrequency (RF) ablation units to thermo-modulated bone cement systems used in balloon kyphoplasty—require extreme biochemical alignment with host tissues and implanted devices. As a premier manufacturer established in 2015, our state-of-the-art facility bridges the gap between mechanical spine/trauma implants and bio-thermal interventional therapies.
To satisfy the rigorous expectations of search quality frameworks like Google's E-E-A-T, this whitepaper details how our advanced production lines, regulatory frameworks, and technological advancements define our leadership as a top-tier Chinese exporter and manufacturer.
Deploying reliable clinical medical devices demands structured transparency. Guided by years of continuous optimization and strict quality control, our production indicators represent a benchmark for global medical suppliers:
Our dedicated engineering team operates with structured academic backgrounds: 1 Doctorate, 11 Post-graduates, and 17 Graduates focusing entirely on bio-mechanical customization, heat distribution kinetics, and advanced interventional technology. Backed by 10 years of exporting expertise, our systems serve diverse global clients including medical wholesalers, hospital networks, brand businesses, and specialized retail operations.
We satisfy the complex regulatory matrices of global health authorities with verified Class III ISO, CE MDR, and MDSAP certifications.
 ISO13485: 04723Q10000765
ISO13485: 04723Q10000765
 EN ISO 13485: EPT 25 ISO 13485 0067
EN ISO 13485: EPT 25 ISO 13485 0067
 MDSAP: C730178
MDSAP: C730178
 CE MDR: EPT 0477.MDR.25/5905
CE MDR: EPT 0477.MDR.25/5973
CE MDR: EPT 0477.MDR.25/5905
CE MDR: EPT 0477.MDR.25/5973
 MDR: EPT 0477.MDR.26/6113
MDR: EPT 0477.MDR.26/6113
Our quality control infrastructure involves 36 QA/QC inspectors conducting 100% inspections across all 12 production lines. From chemical spectrum analysis of raw titanium alloy and medical PEEK to temperature uniformity tracking for hyperthermic systems, every single batch features total traceabilty from raw materials to sterilizable shipping packs.
Pioneering the next generation of smart thermal-assist surgical tools and bio-absorbable orthopedic systems.
Integrating real-time thermal sensors into cervical mesh and interbody cages. This technology enables clinics to deliver targeted local heat during fusion recovery, minimizing infection risk and maximizing tissue adaptation.
Developing interventional balloon catheters that leverage thermal activation. By optimizing bone cement flow using controlled thermal viscosity, we prevent cement leakage and significantly shorten the stabilization window for osteoporotic patients.
Applying advanced nano-coatings onto titanium pedicle screws and locking plates. These coatings respond dynamically to non-invasive external induction fields to provide therapeutic warmth directly to deep-seated spinal injuries.
The global demand for orthopedic and spinal devices is shifting from passive structural fixation to active, biomimetic integration. Healthcare systems now demand holistic solutions that tackle post-operative recovery, infection control, and trauma pain management concurrently. Our manufacturing matrices cater directly to these demands:
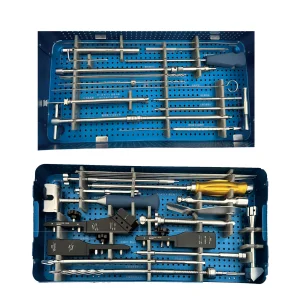
Spine Trauma and Stabilization: By blending physical spine fixation (like our Polyaxial Pedicle Screws) with thermotherapeutic interventional tools (such as balloon catheters), hospitals can resolve structural compression and thermal neurological ablation within a single, streamlined surgical session.
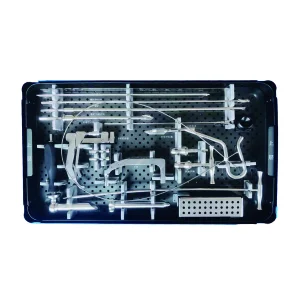
Pediatric and Adult Fracture Recovery: Intramedullary nails and compression plates are engineered with ultra-precise mechanical tolerances. Our specialized instrument sets allow surgeons to execute minimally invasive incisions, reducing tissue disruption while facilitating targeted local thermal healing methods post-surgery.
Operating a 30,343 square meter facility in China allows us to leverage world-class industrial ecosystems. Unlike smaller workshops, our "Factory 4.0" initiative integrates advanced CNC machinery, automatic screw threading setups, and Class 10,000 cleanrooms for medical packaging under one unified management system.
Our raw material strategy utilizes certified aerospace-grade titanium alloy and Evonik PEEK. Through continuous partnership agreements with domestic raw material refineries, we ensure constant cost containment and uninterrupted supply lines, even during severe macroeconomic turbulence. Every product features full traceability with complete material heat numbers, mechanical test values, and sterilization metrics archived for a minimum of 15 years.
























B2B medical device sourcing requires addressing localized regulatory protocols, customs clearance structures, and precise hospital system alignments. We offer deep customization options to satisfy regional demands:
Our localized support strategy delivers customized documentation packages, export clearance clearance handling, and dynamic online technical support to ensure seamless customs entry into EU markets, North America, Southeast Asia, and Eastern Europe.
Get authoritative answers regarding our manufacturing processes, regulatory clearances, and medical device capabilities.
Select high-performance orthopedic systems configured for trauma hospitals, neurosurgeons, and orthopedic practices.